直螺纹套筒进场检查项目(JL-YSZY-006直螺纹套筒进场检查验收监理工作指引)
1 引用标准
1.1 JG/T 163 - 2013 钢筋机械连接用套筒
1.2 JGJ 107 - 2016 钢筋机械连接技术规程
2 检查前准备
2.1 检查前,检查人员应查阅该项目合同,了解设计图纸要求的套筒规格;
2.2 需准备的检查工具:数显游标卡尺(量程0-200mm,分度值0.01mm),配套的通规、止规。


3 检查数量:
3.1 质保证书、形式检验报告、标志、外观质量每批次进行检查;
3.2 外观质量检测:不同厂家、规格的套筒各抽查3个进行规格尺寸和外观质量检验;
4 检查方法
4.1 质保资料:每种规格型号套筒的产品合格证、产品质量证明书、形式检验报告相对应;
4.2 外形尺寸及螺纹:用标卡尺测量套筒外径、长度,螺纹用通规、止规进行检测;
4.3 外观质量:用目测法检查套筒外观质量、标志。
5 质量标准
5.1 质保资料:产品合格证内容包括生产厂家名称、产品名称、型式、适用钢筋牌号、接头性能等级、生产批号、生产日期、质检员签章;产品质量证明书内容包括类型、型式、规格、适用钢筋强度等级、生产批号、执行标准、外观、标记和尺寸检验与抗拉强度检验指标等;形式检验报告有效期4年,报告内容包括套筒外观、标记和尺寸,钢筋试件拉伸,接头试件单向拉伸、高应力反复拉压、大变形反复拉压等。
5.2 标志:套筒表面应刻印清晰、持久性标志,标志应包括螺纹类型、丝型、用于连接钢筋等级及直径、厂家代号、生产批号的缩写;
5.3 外观质量:套筒表面无可见裂纹或其他缺陷;表面允许有锈斑或浮锈,不应有锈皮;外圆及内孔应有倒角;表面应有标记和标志。
5.4 螺纹检测:通规应与套筒工作内螺纹旋合通过;止规允许与套筒工作内螺纹两端的螺纹部分旋合,旋合量不应超过三个螺距。
6 不合格判定
6.1 每钟规格、型号无产品合格证、产品质量证明书、形式检验报告,且不对应,可判定为不合格;
6.2 套筒表面无标志,可判定为不合格;
6.3 螺纹用配套的通规、止规检验套筒不合格,可判定为不合格;
6.4 外观质量不合格判定为不合格;
7 不合格项处理
7.1 如对不合格判断有争议,可对进场套筒见证取样,送有资质的检测所进行形式检验,检验合格可判定为合格;
7.2 不合格材料禁止投入使用,应将原材清退出场,并留设见证影像资料。
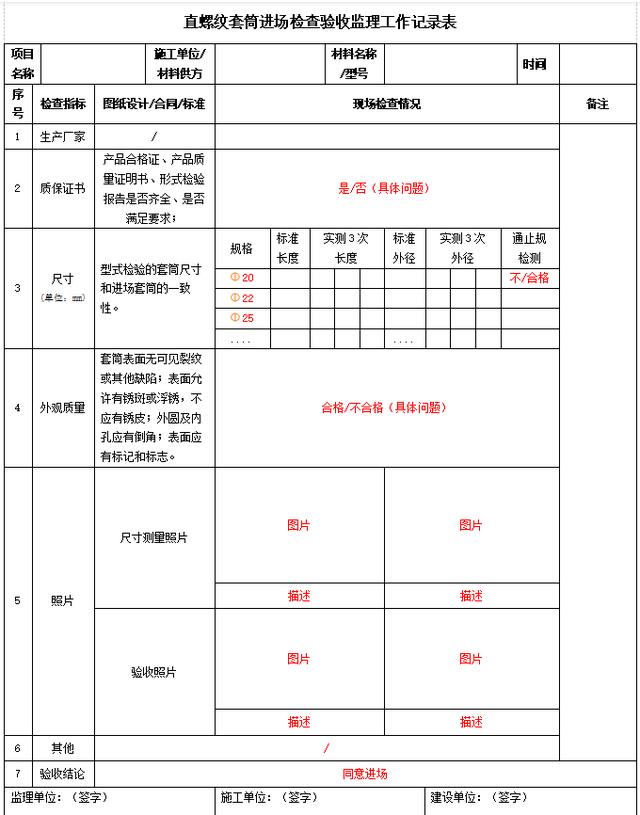
验收记录表
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。






